Hiển thị lực tải và sự điều chỉnh cho Máy dập Trục Vis
1 Quy trình đánh giá công suất ( Công suất danh nghĩa )
Đánh giá công suất của máy dập trục vis được thực hiện bằng việc dập nén nguội 1 mẫu thử.Tiêu chuẩn đánh giá qua khả năng phá hủy hơn 10% mẫu thử, được tính toán dựa trên kích thước của nó.
Tham khảo
" Nén kim loại, quy trình thử tải cho máy dập nện ", theo tiêu chuẩn JIS B 6402
Vật liệu : SS400 trong tiêu chuẩn JIS G 3101 hoặc những vật liệu khác tương đương.
Điều kiện quy trình : Nén số lượng tương đương 10% chiều cao với vật liệu mà chiều cao và đường kính được tính toán theo công thức dưới đây tùy thuộc vào công thức danh nghĩa.
D=4√p / 10
Điều kiện quy trình : Nén số lượng tương đương 10% chiều cao với vật liệu mà chiều cao và đường kính được tính toán theo công thức dưới đây tùy thuộc vào công thức danh nghĩa.
Ví dụ :
Máy dập trục vis 4000Kn, D=H=4 √4000/10 = 80
Máy dập có thể sẽ có công suất 4000kN nếu nó có thể nén tương dương hoặc hơn 8mm(10%) chiều cao của mẫu thử, đã được chuẩn bị với cùng 80mm đường kính và chiều cao
2 Thử công suất và cài đặt lực dập
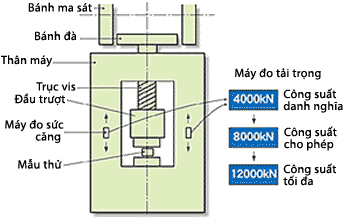
Cài đặt tốc độ và hành trình của đầu trượt ở mức tối đa ( tức là chỉnh lực dập tối đa ), vào lúc này,việc nén mẫu thử và tìm ra sự biến dạng của thân máy thông qua máy đo sức căng để hiển thị giá trị kN trên 1 máy đo tải trọng.
Ví dụ cài đặt.
3 Tải trọng tối đa
( Công suất tối đa và tải trọng làm việc tối đa )
Khi máy hoạt động,lúc 2 khuôn đập vào nhau,với cùng điều kiện như mục ở trên thì sao? ( tại mục tốc độ đầu chạy tối đa và hành trình dập tối đa ) Khi không có mẫu thử, và con số gấp 3 lần giá trị bình thường được hiển thị trên màn hình đo tải trọng vì năng lượng dập ( năng lượng bánh đà ) để làm biến dạng mẫu thử thì lại bị dùng cho việc kéo giãn thân máy.(Thân máy bị kéo giãn bằng 3 lần ).Con số 3 lần này biểu thị tải trọng được dùng tối đa của máy dập.
Lư ý
Tên máy dập trục vis,năng lượng do bánh đà tạo ra được sử dụng 100% cho mỗi 1 chu kỳ dập. Nó là năng lượng được dùng cho việc nén mẫu thử hoặc biến dạng thân máy.Trong quá trình hoạt động như thanh vật liệu nằm ngang được nung nóng,năng lượng phần lớn được dùng để làm biến dạng giãn nở vật liệu và thân máy mang 1 lượng rất nhỏ tải trọng- được biểu hiện 1 giá trị thấp trên máy đo tải trọng.Ngược lại,việc rèn nguội hoặc rèn tấm thép với nhiều cạnh bavia thì chỉ số vẫn hiển thị lớn ngay cả khi lực dập được điều chỉnh nhỏ. Thông thường,lực nén giữa khuôn trên cho ra gần với công suất danh nghĩa tải trọng trên thân máy được hiển thị trên màn hình đo tải trọng khi sự điều chỉnh lực được thự hiện khoảng 20%
4 Tải trọng cho phép ( Công suất cho phép )
Tuổi thọ máy sẽ bị giảm nghiêm trọng nếu máy được sử dụng nhiều lần với gấp 3 lần công suất danh nghĩa ( công suất tối đa ),( thông thường, trục vis và thân máy sẽ bi hư hỏng ). Vì máy được thiết kề để làm biến dạng sản phẩm,chứ không phải dùng để gánh vác việc làm các loại khuôn tự va đập vào nhau liên tục.Một vấn đề đặt ra là tải trọng được áp dụng bao nhiêu cho máy để phù hợp với thiết kế. Dùng 1.6 lần công suất danh nghĩa là tốt nhất ( dùng để đánh mạnh ) khi yêu cầu nhiều lực như là dập nóng và dùng gấp 2 lần công suất danh nghĩa thì tốt nhất khi dập nguội ( dùng để dập dội ngược lên ) như là dập lõi. Với cùng 1 thân máy,năng lượng bánh đà lớn được đặt cho máy dập hiệu suất lớn dùng để rèn nóng,năng lượng bánh đà nhỏ được đặt cho máy dập hiệu suất nhỏ dùng để rèn nguội. Hiệu suất cho phép với trường hợp đầu là 1.6 lần và 2 lần cho trường hợp sau.Cả 2 cho thấy công suất danh nghĩa khác nhau nhưng hiệu suất cho phép thì như nhau.
Lưu ý
Thỉnh thoảng chúng tôi được tư vấn là nên thiết kế máy mà không thể bị hư khi hoạt động tại trọng tối đa, tất nhiên, điều này là có thể, tuy nhiên,bạn có thể hình dung và muốn có máy dập trục vis có thân máy 10000kN lưc dập và bánh đà 3000kN lực dập và được dùng như là máy dập có công suất danh nghĩa 3000kN ? Nó sẽ trở thành cái máy rất đắt tiền cho dù chúng tôi có thể sản xuất được.Nó phụ thuộc vào vật liệu và thiết kế. Bạn có thể cho rằng trọng lượng của máy nặng hơn và đường kính trục vis lớn hơn thì sẽ được cứng cáp hơn, sai số lớn hơn và tuổi thọ dài hơn, như thế nếu bạn hãy so sánh với những loại máy khác có cùng công suất danh nghĩa thì bạn sẽ thấy.
5 Dừng máy khi quá tải (Sự bảo vệ khi quá tải )
Luôn luôn có những rủi ro là tại trọng vượt quá tải trọng cho phép.Vì máy dập trục vis không có cơ cấu điểm chết dưới, máy sẽ không bao giờ bị đứng lại bởi sự quá tải ( bị dính )như các loại máy dập khớp nối. Điều này có nghỉa là tồn tại 1 rủi ro khi máy được sử dụng trong tình trạng quá tải mà không biết.Vì thế,máy cần phải có cơ cấu dừng khẩn cấp nếu xảy ra sự quá tải. Chúng tôi có giải pháp là máy sẽ phát tín hiệu cảnh báo cho người vận hành thông qua đèn LED khi máy trong trạng thái dừng khẩn cấp vì bị quá tải từ tín hiệu điện tử của máy đo tải trọng.
Lưu ý
Chúng tôi không sử dụng bộ giới hạn mô men xoắn gắn vào bánh đà để xả lực quá tải.Nó rất khó để người vận hành có thể nhận biết nếu các chức năng của bộ giới hạn mô men xoắn đang trong tình trạng quá tải.Công ty chúng tôi không dùng phương pháp này vì nếu lò xo bị cứng,việc điều chỉnh bộ giới hạ mô men xoắn sẽ gặp sai sót, máy có thể sẽ hoạt động quá tải và có thể sẽ làm vỡ máy.
6 Mối liên hệ giữa năng lượng được tạo ra và máy hiển thị lực tải
Năng lượng được tạo ra hoàn toàn giống với năng lượng bánh đà.Nó cũng tương xứng với tốc độ đi xuống của đầu trượt.Trên máy dập trục vis,năng lược được tạo ra được điều chỉnh bằng việc kiểm soát tốc độc của đầu trượt ngay trước khi dập.Cần phải chú ý là không có sự liên hệ và liên quan giữa năng lượng được tạo ra và tải trọng hiển thị.Bạn có thể nhận ra điều này tại mục phía trên là hiển thị trên máy đo lực dập hoàn toàn khác khi dập mạnh 1 mẫu thử hoặc 2 khuôn đập vào nhau ngay khi năng lượng giống nhau.
Máy đo lực dập đơn giản là hiển thị kết quả bao nhiêu kN đã tải lên thân máy.Bạn có thể điều chỉnh tự do tốc độ đầu trượt ( điều chỉnh tự do năng lượng hình thành ), tuy nhiên bạn không thể kiểm soát được bao nhiêu kN đánh vào.( Hiển nhiên, nếu bạn dập sản phẩm dưới cùng 1 điều kiện, sự điều chỉnh tốc độ của đầu trượt sẽ tương xứng với hiển thị trên máy đo lực tải
Lưu ý
Sự điều chỉnh tốc độ của đầu trượt dựa vào phương pháp kiểm soát tốc độ giống nhau của mỗi chu kỳ được dụa vào Tín hiệu mã hóa từ Bộ nhận tín hiệu tốc độ đi xuống của đầu trượt. Tốc độ mong muốn được cài đặt từ trước trên màn hình cảm ứng hoặc nút vặn. Nếu thông số cài đặt nhỏ,đầu trượt bị ngắt ngay sau khi tăng tốc và sự đi xuống chỉ theo quán tính.Để kiểm soát tại điểm ngắt, không có gì tốt hơn là dùng mô tơ biến tần.
Sự biến thiên của bánh đà được kiểm soát tuần tự trong 1 hệ thống truyền động trực tiếp servomotor mà không cần có sự truyền bằng ly hợp. Việc tăng và giảm tốc được kết hợp tự động cho lực được áp vào với thời gian tối thiểu cho 1 chu kỳ.
7 Sự cảnh báo về sự điều chỉnh công sất trên máy dập trục vis
Việc xem xét tải trong cho phép của thân máy dập cũng là thành tố quan trọng cùng với năng lượng tạo thành( như là dập với kN nào?) Đó là, dù cho năng lượng hình thành có thể vẫn được tăng lên, nhưng đôi khi nó cũng không thể làm gì được hơn bởi vì tải trọng cho phép của thân máy đã không thể chịu nổi.Đặc biệt là trong việc dập có bavia lớn và dập nguội,nó có thể vượt quá sự cho phép ngay cả khi giá trị năng lượng hình thành vẫn dang còn 1 nửa.Công suất của máy dập trục vis nên được dùng với công suất danh nghĩa.Sử dụng công suất cho phép là mơ hồ từ việc giao dịch thương mại.Như đã giải thích trước đây,máy dập có thể nén 1 mẫu thử với công suất danh nghĩa, tuy nhiên, nó hoàn toàn không thể làm với công suất cho phép.
8 Lực lệch tâm
Về cơ bản,lực lệch tâm ra ngoài đường kính của trục vis thì nên tránh.Tải trọng cho phép sẽ yếu khi nó ở xa tâm.Nguyên tắc là lực phải được đặt ở tâm.