
最新开发动向

1 顾客需求的变化
近年来随着热锻作业的精密化提高,螺旋压力机因其可进行高速成形的特性,
用途扩大到温热锻造领域,因此对压力机的高精度化要求也越来越高。最近
提出的要求有以下几点。
(1) 加压能量更加均一化
螺旋压力机加压时飞轮能量被全部消耗,通过控制飞轮的旋转数量可调 整加压力的大小。(可视同于锤击时调节下落速度来控制加压力)以往的 摩擦驱动方式(摩擦螺旋压力机)采用通过编码器检测出飞轮的旋转来 控制旋转能量的方式,重复加压的精度跨越性提高。 但有人指出摩擦离合器部分的热变动会引起离合器开启时的起动特性发 生变化(起动曲线的角度变化),造成离合器关闭的时机偏差,导致若干 能量发生变化。例如完全自动运转时,通常运转中几乎没有能量变动, 但在略停的瞬间离合器板(摩擦轮)冷却,重新起动后的能量会发生变化。
(2) 离合器衬垫的长寿命化
摩擦部分为线接触,衬垫材料要求柔软性? 耐热性,一般多使用天然皮 革(牛? 水牛等),过分维护皮革能维持寿命却影响效率,不进行维护时, 虽起动性良好加压误差小,寿命却缩短。持续运转时为尽量不使机器停止, 该问题的解决成为一大课题。维修成本需要削减。调整下止点, 步骤所需 时间缩短,有利于少量多品种生产。使产品初始即可保证合格。
(3) 最佳生产率
该压力机在成形时能够消耗所有飞轮能量,力量充足,但是反过来也有 缺点,即大型机器加工较小制品时,如不放慢飞轮旋转来降低能量的话 会引起超负荷,导致生产率低下。
(4) 可以解决上述全部要求的,
便是伺服马达驱动螺旋压力机。
(a)
a) 基本上由伺服马达直接控制飞轮的旋转数量,每次加压前的飞轮旋转 数和能量不发生偏差。就自动运转中的加压力的偏差问题,以往的摩 擦螺旋压力机( 其它公司制造) 与伺服马达驱动压力机的加压力偏差 比较如图所示。 参考: 伺服马达驱动机方式下, 经测量滑块速度发现与锻造前的速度基 本一致。如添附的加压力图表所示, 伺服马达机的负荷偏差已经以包 含材料量、材料加热温度、润滑条件等形式出现, 所以可以认为图表 所示的负荷偏差不是压力机的能量偏差。
(b)
区别于摩擦驱动,故无需该类消耗品。(对于使用通用伺服马达驱动的 机器来说, 在连接马达和飞轮的皮带会发生摩损消耗,能使用数年, 可按其规格廉价购入)。
(c)
设定小的加压力时, 滑块高速接近后减速的弱打程序可自动实施,大型 压力机锻造小型物件时, 单位行程时间亦不会变长。而且, 上升时的加 速, 减速, 上限停止等均为最快速度, 无需调整即可运行。
2 新近开发的螺旋压力机与装置·工艺方法
由于导入下述的伺服马达直接驱动系统, 以往的摩擦离合器驱动方式完成了 它的历史使命。
以高速化为目的开发的四盘式超高速摩擦螺旋压力机及双螺 旋方式压力机等, 基本上也逐渐被伺服驱动方式所取代。
因此本章节对摩擦 离合器方式开发的机器不再累述, 而放到后面机器种类说明一节中记载说明。
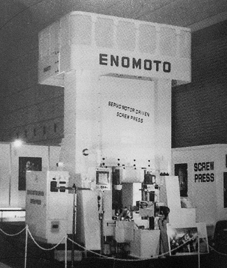
(1) 伺服马达驱动螺旋压力机
领先于世界,开发了作为一般伺服马达驱动方式的锻造用螺旋压力机。通 常伺服驱动压力机是将马达直接进行轴连接,从而时刻控制滑块的位置, 速度, 转矩, 本公司开发的机型是将飞轮的旋转能量控制进行伺服驱 动化, 飞轮能量和以往的摩擦螺旋压力机一样在加工时全部消耗,有时 30kW的伺服马达能够产生高达公称能力3000kN(轴直连型30kW 最多 只能达到700-800kN)。
加压和以往的摩擦驱动方式相同, 为瞬间的冲击 加压,不能随时控制时间, 加压扭矩, 加压速度。
也就是说飞轮能量 被全部消耗加压的传统形态不变, 可以充分进行锻造加工。与滑块下降来 锻造的一般类机器一样, 通过滑块上升来锻造的镦锻加工螺旋压力机上也 同样导入了伺服马达驱动方式。以下的解说全部为螺旋压力机的伺服马 达驱动化的介绍。特长列举如下。
300 VES
400 ZES
节省维修
区别于摩擦驱动方式,没有离合器等类似零部件。通常运行, 无需制动器, 马达自身即可让滑块停止。机械式制动器只在停电等紧急时刻使用, 制动 衬片无摩损可永久使用。因不存在有摩擦驱动机的摩擦盘?传动轴, 所以 无摩损零部件。零部件构成极少, 从而综合维护成本显著降低。
节能
伺服马达不是一直运转, 只在机器开动时才转动,( 摩擦方式为马达持续不 断运转)。单位行程结束后, 滑块上升至停止部分的停止动作,通过马达 自身来进行, 此时产生回收电力,再利用于工厂内( 该回收电力使工厂电 力消耗减少)。此外与摩擦方式相比, 伺服马达不是持续运转, 综合的节 能效果相比以往的摩擦驱动机方式, 减少电力消耗30%-50%。
滑动可减速, 适用范围广
摩擦驱动机在滑块加速后不能再减速, 而伺服驱动机为直接驱动方式可以 再减速。大型压力机亦可以锻造小型部件, 单位行程的加工时间基本无变 化。压力机可以大小兼用, 有事半功倍的效果。通过设定加压能量,滑块 开始下降后加速,之后减速以设定能量对材料加压。全部自动操作。加 压之前的飞轮能量极其均一,可实现高精度锻造。
运行反应性良好
因为是直接驱动方式, 无需离合器的反应时间, 运行反应性良好不是点动 而是缓速运行模式, 所以非常容易安装模具。
可以持续静加压
可以持续静加压, 是可以控制滑块位置与速度的机器类型。
(2) 立式镦锻螺旋压力机( 伺服驱动)

(照片-1) 逐次锻造品
以前称为模锻型螺旋压力机, 为了使内容更好理解而更改了名称。本机为具有通过螺栓结构提升滑块加压的特殊构造的螺旋压力机,对于长尺寸材料的头部锻造( 镦锻) 很有利。以前多被用于粗长螺栓的头部热锻成形( 六角或有头螺钉),但是操作需要极其熟练, 所以对其进行了伺服驱动化改良成为现代化的压力机。( 在伺服驱动机器出现以前, 本公司曾开发了以电子。空压方式控制的摩擦驱动压力机而获得好评。但在此后的伺服化开发完成后, 几乎所有机型全部变为伺服驱动化)。镦锻工艺指通过锻造使轴端部膨胀成型的塑性加工。基本上, 只要注意投放很长的材料, 以及采取不要造成屈曲的工艺2 点即可。产品多为带轴齿轮、螺栓、后驱动轴、发动机气门、 2 轮半曲轴等。长轴部件塑性加工时必须要考虑屈曲的问题,一般采用3-5道工程来逐次锻造加工。
(照片-1)

( 照片-2)
伺服驱动立式镦锻螺旋压力机

( 照片-3)
3 工序逐次锻造用上转换装置
镦锻加工以前一直使用机械压力方式的镦锻机或横向镦锻机, 因为每道工序都需要使用相对应的模具, 转换装置及紧固装置, 所以被视为昂贵的锻造加工方式。弊公司开发的装置,以前总称为模锻型摩擦压力机, 主要用于粗大热延螺栓及道钉的锻造来使用, 随着该类机器的伺服马达驱动化, 使更加精密的锻造加工成为可能。( 照片-2)因成形能量大, 可以使用3000kN的压力机对2英寸的六角螺栓头部进行成形。
●该类压力机滑块从下至上移动锻造。类似于回击。一般行程长度可偏大设计, 行程长度为600-800mm ,可以投放使用长材料。此外,如果安装下部滑块装置, 在地板上开洞时, 还可以选择相对洞深长度的材料。
●无需材料的传送。放入材料后, 上部按1 次击打,2 次击打,3 次击打的顺序自动移动锻造。不同的加压能量可分别任意设定反复锻造。将材料放入下部时, 按开始按钮, 一直到锻造的最后工序自动加工。当然如果安装材料投放及取出装置的话, 则可以全自动化。( 照片-3)
●本机将能考虑到的熟练工的运转操作进行了模式化。例如滑块上升途中的中间停止、再次出发前进、加压、滑块的归位与脱模、将滑块向上移动少许的材料投入等可自由设定程序。在滑块行程的任意位置可以接受发送的信号。
●模具费用低廉。下型只要一个即可, 上型需要2-4 个左右即可, 需要的模具数量少。因压力机无机构下死点( 该类机器上升加压, 故被称为加压端),上下模具的综合厚度可以任意设定, 模具的修正雕刻, 可以采用任意值毫无障碍。
●步骤时间短。无加压端, 完全没有必要考虑全部模具的组合厚度。不像机械式压力机要调整下死点。只需调整每道工程的加压能量。如果顺利的话,最初的一根锻件即可合格。
●非分割型, 产品不带纵筋。
●属直动方式, 无摩擦离合器。制动仅在紧急时刻使用,即所谓驻车式制动,制动片为半永久使用, 无需更换维护。一行程结束后, 马达自行停止, 此时产生的回收电能, 可节能3?5?成。可实现摩擦离合器方式无法做到的行程途中的滑块减速, 一行程所需时间与加压力大小无关, 几乎全部为最快恒速。此外,还因为是直动方式, 加压力无偏差。与机械式横向镦锻机相比, 预计初期购入价格约便宜一半, 并且可削减模具费用及维护成本, 实现价格低廉的模锻。该机型设计结构上对镦锻加工有利之处在于, 可以加大行程长,可细微调节材料在模具上的凸出量( 无需更换卡栓), 脱模后亦无需油压等驱动源, 脱模杆及卡栓可简单取出等,与其它所有的压力机?一般的螺旋压力机相比具有非常特殊的结构。今后可望扩大其应用用途。另外, 上型移动装置中组装有切边整形结构的装置正在申请专利。
(3) 中空锻造用螺旋压力机

以提高材料的合格率、省略, 缩短后加工、从铸造转移为目的而开发,安装复合装置的螺旋压力机。滑块下降上型和下型紧接,间夹材料后在材料侧面打孔成形的冲头尖(1-4 根)呈水平方向跳跃的特别装置(称为中空装置或辅助压力机)组装入机座之上。该中空装置可以自由装卸,卸去时可作为普通的螺旋压力机使用。一般用于黄铜、和铜、铝材的热锻加工。中空装置由垫板部的缓冲垫和将缓冲垫的上下运动变更为水平运动的机械凸轮构造,及内藏式脱模装置构成。仅在上型部分制作中空部分时,也可在上型部分组装入缓冲装置。
由于是机械凸轮构造,模具的上下运动和水平方向的插入冲头的运动完全同步,能够防止水平冲头的折损。此外,螺旋压力机的结构上,可将缓冲垫压缩至行程末端,因此可防止水平冲头的插入深度的误差。机械压力机存在构造性下死点,起因于框架伸张的滑块下限的装模高度尺寸的变动而引起插入深度的变化。由于使材料变形的能量较大,将飞轮能量设计为较大值,基本的本体构造和一般螺旋压力机并无区别。此外, 也有在伺服马达驱动螺旋压力机上安装有自动手动装卸机及加热炉的整套全自动装置。
中空锻造装置
(4) 两轴端同时加工用螺旋压力机
两轴端顶锻加工
有对轴的两端同时进行镦锻加工装置的螺旋压力机。基本上仅为前项所示中空锻造装置的双方向机型,压入的能量较大而使刚性提高。
一般对两轴进行膨胀加工时,首先要对单侧轴进行镦锻加工,随后使用分型模对反方向轴进行锻造,不仅加工繁琐,而且无法自动化。
如果使用该装置的机型, 只需一次锻造即可完成两轴的镦锻加工,具有很大的优势。
(5) 附带自动分型模装置螺旋压力机
自动分型模装置
装有闭塞装置,即左右分型模可自动开合并从上下压入加压栓进行加工的螺旋压力机。
加压时的模具关闭结构可防止模具打开。压碎材料并同时关闭模具的装置正在申请专利。
(6) 薄板热锻造与镁

镁锻造品
最近在钣金压力机加工的领域,一直尝试薄板加热后自由地变更其关键部位的厚度,但是由于一般的机械压力机有下死点,框架伸张无法对较薄材料进行加压。
油压压力机如不具备大型能力就无法完全成形, 还有加压时间长, 材料温度低及模具寿命缩短等缺点。
而无下死点的螺旋压力机把这种作业视为压印的延长,无需考虑框架的伸张,因此可看作是最适合的压力机。
照片为对镁薄板进行热锻压挤, 从后部实施挤出及拉孔缘的情形, 这也是很好地利用了螺旋压力机的特性。
(7) 镁材料开发
将废旧镁片屑压固硬块后, 加热挤出可以制造棒材或管材。但在压固前为使材料结晶细微化, 用螺旋压力机实施,俗称?捣年糕 」工艺, 取得了很好的效果。
用平冲头将下模型内的镁片屑高速冲击加压压固后, 将前部的细冲头更换后, 再高速挤压进被压固好的镁片屑。
再用平冲头压固。这样反复实施几回后再将下型翻转过来, 反复同样地实施数次挤压平压工程。
通过上述方法可使材料结晶细微化, 挤压出的棒材变成高强度。发挥了滑动速度快的螺旋压力机的特点。
( 该工艺技术, 于平成15 年被大学开发创造实用化研究事业所采用, 与东京大学及其它数家企业进行了共同试验)
(8) 半封闭温热锻造

株式会社CLEARTECH的模具制作的温锻产品
螺旋压力机的锻造成形速度为500-1000mm/sec,极为迅速,模具和材料的接触时间短,因此可长期保持模具寿命。
而且最重要的是,高速成型产生的加工变形热, 与最初的材料温度合二为一产生的热量, 在材料温度下降前使狭窄的模具内填充满材料,整体的成形压力下降,可减低对模具的压力负担。
作为半封闭温热锻造体系, 可提供在此领域具有实力的株式会社CLEARTECH 的模具与螺旋压力机的软硬件结合。
(9) 切边整形装置

切边整形装置
立式镦锻螺旋压力机在机器上安装换挡装置后,最多可以更换3 个上部 模型, 在其中1 个上安装了切边整形装置。
第一次打击( 以及第2 次打击) 进行锻造, 最后再用更换的上部模型将横向毛边修剪掉。
滑块速度及停止 位置可以进行极其细微的调整, 因此被伺服马达驱动方式机型所采用。









